
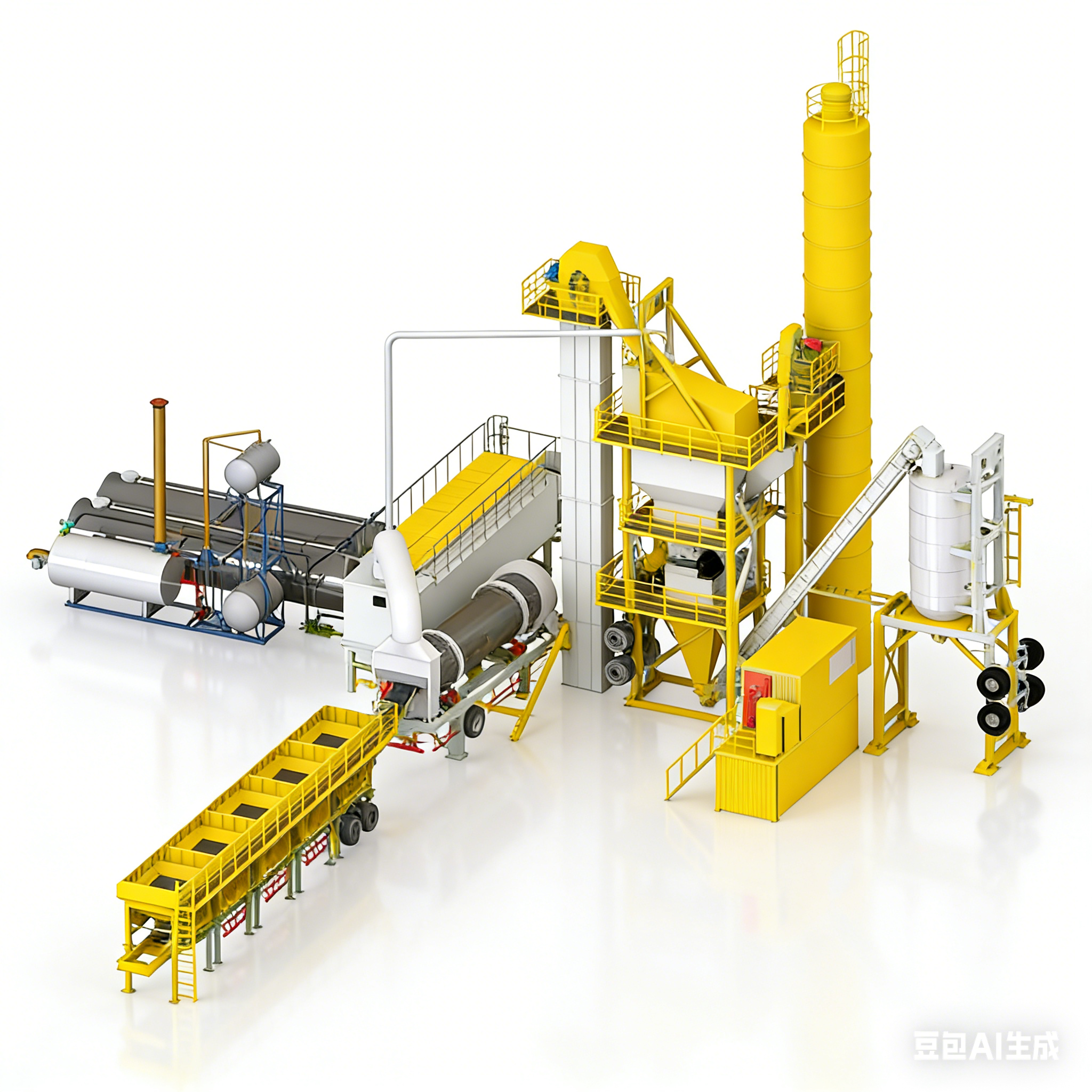
Different types of asphalt mixing plants
When choosing an asphalt mixing plant, it’s essential to understand the different types available. Different types of asphalt mixing plants vary depending on production requirements, operating environment, and other factors. Let’s take a look at how asphalt mixing plants are classified and how many different types there are.
Classification criteria: The degree of disassembly and integration of the equipment, ease of relocation, and installation method, directly matching the characteristics of different overseas construction sites, resulting in four categories: Mobile Asphalt Plant, Semi-Mobile Asphalt Plant, Fixed Asphalt Plant, and Containerized Asphalt Plant.
Asphalt plants can be sorted by how easy they are to take apart, put together, and move to a new spot. This classification system allows us to directly match the plant to the characteristics of different construction sites overseas. Four main types shape the field: Mobile Asphalt Plant, Semi-Mobile Asphalt Plant, Fixed Asphalt Plant, and Containerized Asphalt Plant. Each has advantages, constraints, and an ideal construction site match.
Mobile asphalt plants are distinguished by their mobility. This kind is for projects that are on the move or span large stretches of road such as countryside highway projects or repair jobs that work their way from town to town. Mobile plants disassemble into small components and are frequently equipped with wheels or skids, enabling a small team to quickly pack up and relocate.
Installation is easy, with fewer procedures and less requirement for heavy tools. This reduces inter-job time and labor. Mobile plants are best suited for jobs where speed and flexibility are paramount, such as short-term or patching work in limited or difficult-to-reach areas.
Semi-mobile asphalt plants provide a blend of mobility and permanent service. They are constructed on frames that can be relocated with some effort but not as quickly as the genuine mobile variety. Such plants fit jobs that extend longer yet must still relocate after a while. Think of multi-phase road work or staged airport runways.
It requires more time to disassemble and some lifting equipment is necessary, but less than fixed plants. Semi-mobile plants have a greater output than mobile types and provide superior mix quality. Their installation is somewhat more involved but still less permanent than the more secure type.
Fixed asphalt plants are for extended work at a single location. These are most used for large road projects, urban work, or locations where the plant will remain for years. The components are huge and placed on concrete foundations, usually with custom site work required.
Moving a fixed plant is expensive and time-consuming and is not frequently performed. Fixed plants provide superior performance, high capacity, and consistent quality but require a larger footprint and assistance from expert construction teams. They fit projects where the work amount and duration justify the larger installation.
This type of plant is typical in urban areas or on key highways where the plant serves numerous jobs over an extended period of time. Containerized asphalt plants are configured to fit inside standard shipping containers. That makes them simple to ship by truck, rail, or boat, even to those far-flung or cramped locations where regular plants cannot reach.
The components pack into containers, which means cranes and equipment at the building site can assemble them quickly. We choose this type when installation quickness, construction site space, or difficult site access is a major concern, like construction along mountain roads, on islands, or in general, remote areas.
They maintain a solid output and are easy to relocate once the work is complete, but cannot quite compare to the largest fixed plants in size. The right plant for a job matches the job’s requirements, including project duration, mix demand, site accessibility, and available equipment or teams.
These types and their characteristics can continue to evolve as new technologies and efficiencies in the work process arise within the industry.
Comparison of the advantages and disadvantages of different types of batching plants
We cannot say that a certain type of asphalt mixing plant is good or bad. The best mixing plant is the one that suits our production, creates more profits for us, and reduces more losses. So let’s analyze the advantages and disadvantages of each type of asphalt mixing plant.
Stationary Asphalt Plant
A fixed asphalt plant is a big, permanent facility established to manufacture asphalt concrete for prolonged durations. These plants are not mobile; they remain in a location, typically close to a large highway project or urban center. This arrangement makes them ideal for large, long-term projects where asphalt needs to be delivered on a daily basis.
Fixed asphalt plants are ideal if the job requires a large tonnage, more control over mix characteristics, and a stable base to prevent run-smooths. A lot of large duration projects find fixed plants comforting. Building highways or airports, or big city roads all require huge amounts of asphalt over months or years.
Fixed plants provide a solid foundation for these projects. They can operate around the clock with minimal downtime, so the job stays in motion. Batch plants, a form of fixed plant, simplify mix recipe changes. This is helpful when different mixes are required for different layers of pavement or for special weather situations.
Continuous plants are constructed to operate non-stop, which makes them suitable for projects that require a consistent mix throughout. High output of fixed asphalt plants is a big plus. These plants produce anywhere from 40 to 400 tons of asphalt per hour, depending on their size and configuration.
This translates into being able to service massive jobs immediately. These plants are designed to help keep the flow steady, reducing truck wait time and saving on cost. We utilize big mixers, strong drying drums, and high-capacity loaders to allow these plants to manage large loads continuously. It keeps projects on time, even when a lot of asphalt is required quickly.
It does require a lot of space and planning to establish a fixed asphalt plant. A fixed plant needs to have on site all the essential components, including aggregate batching machines to weigh rocks and sand, drying drums to prepare them with heat, mixers to combine, and storage for raw materials and asphalt.
There has to be space for trucks, storage tanks for fuel or additives, and a complete foundation to support the plant. The site has to be firm and accessible to trucks. Fixed plants require a robust power source as well and frequently employ coal, diesel, or natural gas burners to heat the mix. Newer plants can add dust control systems to reduce air pollution and comply with tighter regulations.
Building and operating a fixed asphalt plant is more expensive in the initial outlay than a mobile plant. The cost can range from tens of thousands to hundreds of thousands of U.S. Dollars, depending on the plant’s capacity and specifications. Batch plants, which have additional controls and mixers, can be pricier but provide superior mix control.
Continuous plants are usually less expensive to operate because they consume less energy per ton and require less labor. To assist in comparing, the table below displays rough cost ranges for various plant types.
Mobile Asphalt Plant
Mobile asphalt plants are a versatile solution for jobs that require the plant to be relocated from site to site. They include their core components, such as the drying drum, mixing unit, and control system, all mounted on a wheeled chassis. This design allows them to travel easily from site to site, which is ideal for road work in remote locations or brief assignments.
Unlike stationary and semi-stationary asphalt plants, mobile models simplify the process of moving to new ground quickly, thereby cutting down on time and expense. Many users choose mobile asphalt plants due to this convenient move capability and easy transition from site to site.
The great advantage of mobile asphalt plants is their portability. It’s a crucial characteristic for remote jobs where it’s not easy or perhaps even feasible to transport and install a large, stationary plant. For instance, road repair work in countryside or mountainous areas usually requires a plant that can be operational near the location.
Thanks to mobile asphalt plants, crews can reduce the requirement to transport mixed asphalt over great distances, which reduces both time and towing expenses. With an ingenious wheeled chassis, these plants can be hitched to a truck and moved quickly, keeping projects on schedule. Mobile plants are frequently selected for emergency roadwork, airport runway fixes, or bridge resurfacing, where time is of the essence and the work zone can move along the route.
Quick installation and quick deployment are two of the key selling features. Mobile asphalt plants are engineered to be primed to work shortly after arriving at the location. Most could be installed in under two days, with less labor required for installation.
This rapid construction is essential for projects with tight deadlines or requiring immediate reaction, such as repairing a heavily traveled highway post-storm. This velocity implies less lag time in between hopping from one project to another, assisting contractors in accepting more gigs in a shorter period of time.
Production capacity is another consideration. Mobile asphalt plants can range from 60 tons per hour all the way up to 400 tons per hour. It does not have the same maximum output as large, stationary plants, but it is sufficient for the majority of roadwork, urban repairs, and medium-scale construction.
The single drum design dries and mixes all in one step, which accelerates and simplifies the process. This design is similar to the drum mix asphalt plant, featuring a consistent, reliable output. Mobile plants might not outperform stationary types on large, extended jobs, but their effectiveness for brief, high-turnover gigs makes them ideal for today’s roadmaking requirements.
Checklist: Challenges with Transportation and Operations
-
Requirement of the right roads and paths to bring plant units to the site.
-
Size and weight restrictions on plant components for legal shipping.
-
More wear and tear from frequent moves.
-
More checks and upkeep to keep all systems working.
-
Requires trained staff to erect, dismantle, and operate the plant.
-
Potential output restrictions on very large or long projects.
-
Site prep is required to ensure the ground is firm and level.
-
Additional logistics for fuel, raw materials, and waste on each new location.
 Stationary Asphalt Mixing Plant33
Stationary Asphalt Mixing Plant33 Mobile Asphalt Mixing Plant33
Mobile Asphalt Mixing Plant33
Stationary Asphalt Mixing Plant
LB-S Series Stationary Batch Type Introduction
- Production Capacity: 40-400 t/h
- Mixing Cycle: 45s
- Asphalt Temperature: 140-180 ℃
- Dust Filter: Gravity/Cyclone/Bag/Water dust filter
LB-S Series Key Features
- Intelligent One-Touch Control: Simplifies operation and boosts production efficiency with single-button start/stop.
- Flexible Operation Modes: Supports PC software, touchscreen, and manual buttons for user-friendly control.
- High-Precision Weighing: Aggregate accuracy ±0.5%, powder and asphalt accuracy ±0.25%, ensuring mix quality.
- IoT Remote Monitoring: Real-time equipment status tracking with automated maintenance reminders to reduce downtime.
- Durable Wear-Resistant Parts: Upgraded mixing blades and bins designed for over one million tons of reliable output.
Get A Quote
Mobile Asphalt Mixing Plant
LB-M Series Mobile Batch Type Introduction
- Production Capacity: 40-160 t/h
- Mixing Cycle: 45s
- Asphalt Temperature: 120-180 ℃
- Dust Filter: Gravity/Cyclone/Bag/Water dust filter
LB-M Series Key Features
- Rapid Setup & Transfer: Modular design with quick-connect joints enables setup in 24 hours, saving time & cost.
- AI Smart Control System: Automated operation with fault alerts, recipe switching, and remote monitoring via app.
- High-Efficiency Mixing System: Boiling-type mixer boosts output by 15%, with up to 100 extra tons daily.
- Easy-Maintenance Vibrating Screen: Patented large-passage design with quick mesh change and 2000-hour motor life.
- Accurate AI Weighing System: Auto compensation and frequency control reduce material waste by 80 tons/day.
Get A Quote
Overview of other classifications of asphalt mixing plants
Batch Mix Plant
Batch mix plants are unique among asphalt plants because they operate in small, measured quantities. Each batch is produced by weighing all raw materials, mixing them together and then letting it out as one pot. This process provides a consistent mixer, which is crucial when the task requires rigorous quality criteria.
Batch mix plants have more hardware than drum mix plants. These plant configurations include a forced mixer, two dust collectors (usually a baghouse and a cyclone), a vibrating screen to size the hot stones, an electric control panel for close controls and a hot aggregate elevator to move material to the mix. That kind of arrangement is crucial for monitoring every stage from raw feed to completed mix.
Batch production shines when the work demands variety or a special blend. As opposed to continuous drum plants, batch plants are able to switch recipes quickly, allowing crews to vary the mix from batch to batch. This renders them an excellent option for metropolis streets, airports, or areas where this mix has to satisfy many specs.
If a client wants a batch with more fine sand for a quiet highway surface, the plant can do that. If the next order calls for stiffer asphalt for a congested bus lane, the crew can make that transition with minimal delay. Every step, including aggregate metering, asphalt weighing, and powder dosing, is verified by the control system to maintain the recipe perfectly every time.
Along with this tight control comes a speed tradeoff. The rate of a batch plant ranges from 60 to 400 metric tons per hour. That’s less than most drum plants, which operate continuously and can produce more mix during that time. Requiring you to weigh each material two times, as hot aggregate and for the binder, extends the cycle time.
For rush jobs and heavy tonnage, this can be a constraint. For projects that demand attention and transformation, the slower cadence is a reasonable price to pay for improved mix. Batch mix plants emphasize clean air. Most have a two-stage dust removal system.
The first stage catches heavy dust and the second stage grabs the fine bits before they leave the stack. This assists in complying with stringent regulations on plant emissions, which is crucial in towns or locations close to residences and schools. Some batch mix plants are designed to be stationary and others are designed to be mobile so crews can establish shop where the work is.
Prices vary quite a bit with size and setup, ranging from tens of thousands of dollars for a small mobile unit to hundreds of thousands for a fully-fledged big plant with all the equipment.
Advantages of Batch Mix Plants:
-
High control over mix recipe and quality
-
Suits jobs with many mix types or strict specs
-
Can switch mixes fast for different projects
-
Two-stage dust removal for cleaner air
-
Can be set up as mobile or fixed plant
Limitations of Batch Mix Plants:
-
Slower output than drum plants
-
More complex with lots of parts to keep up
-
Needs to weigh materials twice, adding time
-
Costs can run high for big or custom setups
Continuous Mix Plant
Continuous mix plants are designed for consistent, uninterrupted asphalt production, which satisfies big projects requiring a single mix type for extended stretches. They are found wherever roads, highways, or major infrastructure projects require large amounts of asphalt in a short period of time. They’re all about on-the-fly mixing.
This plant can run for hours or days, making the same asphalt mix, no breaks, no batch stops. In contrast to batch plants that simply pause after every mix, continuous mix plants keep the flow moving. This configuration is optimal when the worksite requires a single mix type for a period of time.
Efficiency is the hallmark of continuous mix plants! Materials flow easily through the system. Aggregates are fed into the drum, where they dry and warm up.
Then, bitumen and fillers come on board as the mix makes its way down the drum. Our two-in-one drum system reduces wait times as drying and mixing occur simultaneously. With less opportunity for things to break and bottleneck, the plant just keeps humming.
With the mix flowing at a consistent rate, teams on site can better coordinate their paving and hauling work. Less downtime means less fuel combustion. This is crucial for large road projects where time and expense matter.
Continuous mix plants are ideal for uncomplicated, large projects requiring bulk amounts of a single type of asphalt. They almost always produce what is called dense-graded hot mix asphalt, which is tough and ideal for interstates, primary roads, and airport runways.
They aren’t designed for applications where you change mixes frequently or make small specialty batches. They typically have a production rate of 20 to 100 metric tons per hour, fitting mid-sized to large projects.
Drum-mix plants are the default design, but some plants use an external mixer for more even mixing or when specifications require. Still, both types stick to the core idea: keep the mix rolling out with no stops.
The design of a continuous mix plant is uncomplicated in comparison to batch plants. There are fewer moving parts and less gear to maintain, which makes them less expensive to purchase and operate.
Entry-level plants begin at prices significantly less than batch plants, attracting budget-conscious contractors or cities. Less cleaning and changeover downtime means you get more out of every day’s work.
For low tech or remote locations, this bare bones configuration translates into less potential for malfunctions and simpler repairs.
Environmental issues are serious for any asphalt plant. Continuous mix plants include filters, scrubbers, and dust collectors to maintain emissions levels. Many of the plants have energy recovery and recycling systems that reduce fuel consumption and footprint.
Semi-continuous asphalt mixing plant
Semi-continuous asphalt mixing plants, aka drum mix plants, are unique in that they try to combine the consistent throughput of continuous plants with the controlled production found in batch plants. These plants utilize a long, rotating drum in which aggregates are mixed and heated in one step. It’s continuous in a line, but it only provides output capacity below full-scale continuous plants.
This makes them a nice match for projects where asphalt needs fluctuate or remain at small to medium levels, such as in road repairs or local urban projects.
Characteristic of semi-continuous plants. Batch plants operate by producing asphalt in batches, allowing you to alter the mixture for every batch. Continuous plants operate continuously and are optimal if you require the same mix for an extended duration. Semi-continuous plants fall in between; they remain operating, but at a reduced level.
This configuration allows you to produce everything from hot mix to warm or cold mix in a straightforward and consistent manner. A plant drum design means less stopping and starting, so you can keep up with work that requires a steady but not massive feed.
Flexibility is a strength. Semi-continuous plants respond to shifting project demands easier than continuous plants. Say you’re working on a city road one week and a small parking lot the next. You can configure the plant to these different demands with no significant changeovers or downtime.
Yet these plants can’t change mix recipes as rapidly as batch plants can. The trade-off is that you have continuous output but don’t have as much flexibility to produce various mixes simultaneously.
Cost is a big deal in plant selection. Semi-continuous asphalt plants tend to be cheaper to purchase and install than batch plants. Its simple design, with fewer parts than typical plants, less complex control systems, and fewer moving parts reduces the capital you need up front.
They’re simpler to operate and maintain, which reduces labor and maintenance expenses in the long run. For small to mid-size contractors or cities on a tighter budget, this lower price can be a big deal. You could lose some mix quality control and flexibility relative to batch plants, which could matter on high-spec or really busy projects.
As to what places you can use these plants, they suit a lot of work sites. In the sticks or developing countries where big batch plants are inaccessible or prohibitively expensive, semi-continuous plants are a nice compromise.
They are great for road improvements, airport runways, or industrial parks where a consistent feed is required, but not at top volume. Their simpler process means crews with less training can run them, which is beneficial in locations where skilled labor is scarce.
Certain models incorporate dust control and energy-saving equipment to assist in reducing their environmental impact, making them a more suitable fit for modern times.
CONTACT US
We need to know several things:
1. List the specific equipment or its type (e.g., asphalt mixing plant, batching plant, self-loading mixer, concrete pump, crushing plant, etc.).
2. Output capacity (m3, tons/hour)? Product model?
3. Project start time? Project duration?
4. Is it a tender project or an in-house project?
5. Project type (e.g., building a house, factory, road, bridge, dam, airport, etc.).









